







أكياس الفوهة هي الآن معيار قياسي لمهروسات الأطفال والوجبات الخفيفة للأطفال الصغار. فهي تجمع بين الراحة والتحكم في الحصص الغذائية، ولكن عندما يكون المستخدم رضيعًا، فإن العبوة هي أيضًا نقطة اتصال مباشر بالفم. A حقيبة صنبور مطبوعة مخصصة لأغذية الأطفال لذلك يجب تحديدها كمكون هندسي عالي الخطورة - وليس كسطح تسويقي.



في هذه المدونة حزمة DQ, a شركة تصنيع العبوات المرنة المخصصة, يشارك فرق المشتريات والبحث والتطوير وفرق البحث والتطوير والعلامة التجارية قائمة المراجعة الفنية والحواجز التنظيمية والخطوات العملية لإطلاق وحدات تخزين أكياس صنبور آمنة وموثوقة وملائمة للعلامة التجارية.
ضرورة السلامة التلامس مع الأطفال
يضع الأطفال الرضع الفوهة مباشرة في أفواههم. وهذا يرفع ثلاث أولويات فوق كل الأولويات الأخرى:
- التحكم في الهجرة - يجب أن تكون الأحبار والمواد اللاصقة وأي غشاء داخلي منخفض الترحيل لملامسة الأغذية.
- علم السموم - لا تحتوي البوليمرات أو الأحبار أو الأغطية أو الأغطية أو المواد اللاصقة على مادة BPA أو الفثالات أو المعادن الثقيلة أو غيرها من المواد المحظورة.
- الحياد الحسي - عدم وجود روائح/روائح من الحبر أو الغراء أو المذيبات المتبقية.
عند إطلاعك للموردين، ابدأ بمتطلبات السلامة: كل حقيبة صنبور مطبوعة مخصصة يجب أن تأتي مع إقرارات الامتثال الخاصة بالدفعة (DoC) وتقارير الترحيل وشهادات مختبر الطرف الثالث لنظام العبوة الكامل (غشاء + حبر + مادة لاصقة + غطاء).
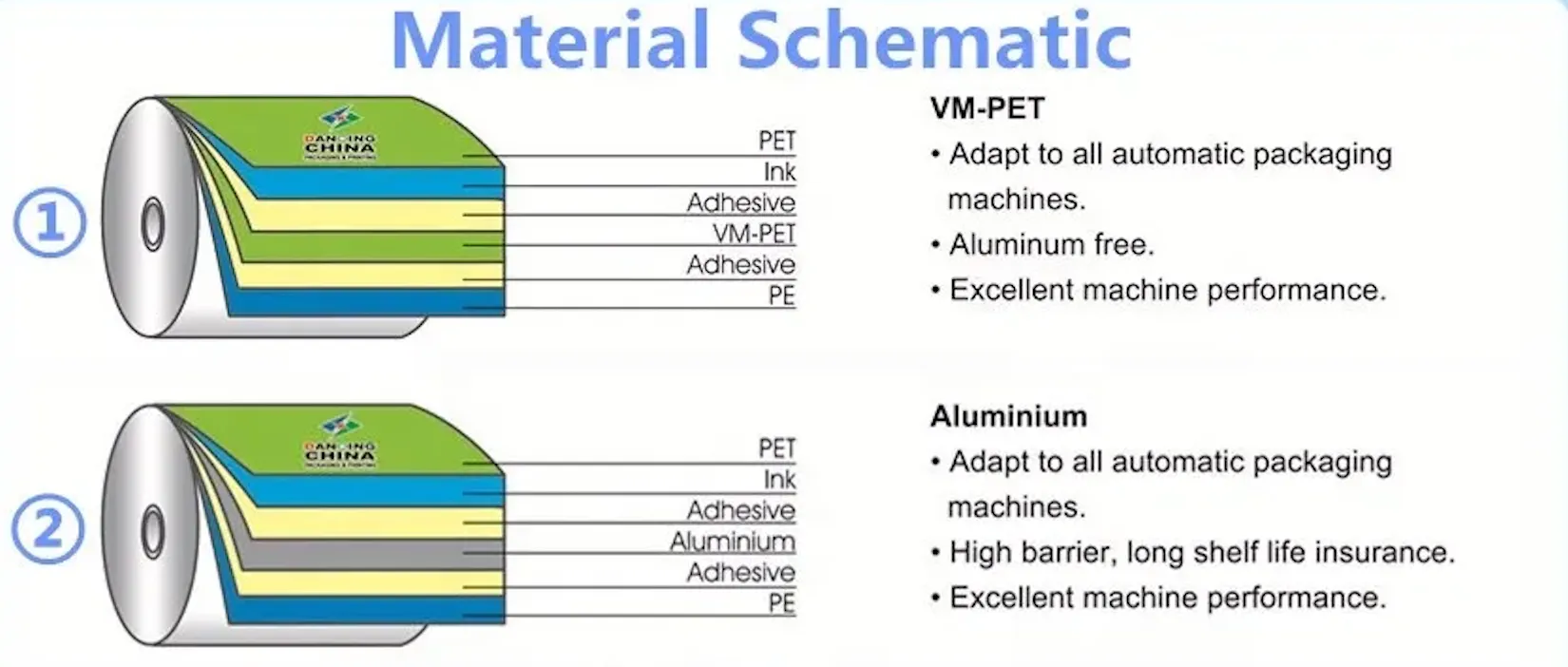
هيكل المواد وأداء الحاجز المادي
تتطلب أغذية الأطفال (مهروس الفاكهة ومزيج الخضراوات) سلامة الغذاء ومدة الصلاحية الكافية.
- خيارات مكدس الأفلام: البولي إيثيلين البولي إيثيلين/البولي إيثيلين البولي إيثيلين المشترك لقابلية إعادة التدوير أحادية المادة؛ أو البولي إيثيلين تيرفثالات البولي إيثيلين/البولي إيثيلين البولي إيثيلين أو البولي إيثيلين نيويورك/البولي إيثيلين البولي إيثيلين عندما يتطلب الأمر حاجزًا أعلى للثقب أو الأكسجين. يُعد EVOH المغلف خيارًا حيثما تكون قابلية إعادة التدوير وحاجز الأكسجين كلاهما مهمين.
- مقاييس العوائق المطلوبة: MVTR و OTR مع ظروف الاختبار (الرطوبة النسبية ودرجة الحرارة). لا تقبل “الحاجز العالي” - تتطلب أرقامًا.
- طبقات مانعة للتسرب: تحديد الدرجة ونافذة اللصق الساخن (mPE مقابل CPP) المطابقة لدرجة حرارة التعبئة وسرعة الخط.
يجب أن تدرج المواصفات الوظيفية المواصفات الوظيفية المطلوبة MVTR/OTR، ومدة الصلاحية المستهدفة، وعملية التعبئة المقصودة (باردة، ساخنة، معقمة).
تصميم الفوهة وسلامة اللحام
الفوهة عبارة عن انقطاع ميكانيكي يجب تصميمه هندسيًا.
- توافق مواد الفوهة: مطابقة راتنج الفوهة مع خصائص لحام الغشاء - فوهات البولي إيثيلين البولي إيثيلين مع أكياس البولي إيثيلين البولي إيثيلين حيثما كانت قابلية إعادة التدوير مطلوبة.
- طريقة اللحام: يعطي اللحام بالموجات فوق الصوتية طاقة موضعية، وغالبًا ما تكون الوصلات أنظف للأغشية الرقيقة؛ يمكن أن يعمل اللحام الحراري ولكنه يتطلب نوافذ عملية ضيقة وقابلة للتكرار. حدد الطريقة وتطلب معلمات العملية.
- الحافة ومنطقة اللحام: تتطلب الحد الأدنى لعرض الحافة ومساحة لحام كاملة التلامس. حافة أكبر = هامش هيكلي أعلى.
- قطر الفوهة: اختر ما يناسب الفئة العمرية - أصغر لمهروسات الرضع للتحكم في التدفق؛ وأكبر لمخلوط الأطفال الصغار الأكثر سمكًا. التحقق من مخاطر الانسداد ودقة الجرعات.
طلب سحب/دفع عزم دوران الفوهة واحتباس الخيط واختبارات التسرب كجزء من التحقق التجريبي.

هندسة الختم وميكانيكا العبوة
تفشل الأختام أسرع من الأفلام.
- تصميم منحنى الختم: تفضل التحولات الدائرية لتجنب تركيز الضغط في الزوايا.
- عرض الختم: الحجم لتلبية أهداف ضغط الانفجار بالنظر إلى درجة حرارة التعبئة ومساحة الرأس. تكلف الأختام الأوسع غشاءً أكبر ولكنها تقلل من مخاطر الفشل.
- اختبار الختم: يتطلب ASTM F88 (قوة الختم)، واختبارات الانفجار واختبارات الزحف المستمر التي تمثل التخزين على الرف والضغط المتكرر.
تضمين عتبات القبول في العقود: لا إنتاج بكميات كبيرة حتى تفي الأختام التجريبية بمعايير N/15 مم ومعايير الانفجار.
الطباعة والأحبار والعلامات التجارية
العلامة التجارية مهمة - ولكن ليس على حساب السلامة.
- نظام الحبر: إعطاء الأولوية لأنظمة الحبر ذات الأساس المائي أو أنظمة الحبر منخفضة الهجرة المصممة للطباعة العكسية، حيث يكون الحبر متجهًا للخارج، والطعام متجهًا إلى الشبكة الداخلية. إذا كانت الطباعة المباشرة على الرقاقة الداخلية مطلوبة، أصر على الأحبار المعتمدة منخفضة الهجرة واختبار الحسية.
- تغطية الحبر: تجنب وضع الحبر بكثافة بالقرب من السدادات ومنطقة لحام الفوهة؛ فقد يتداخل الحبر مع الالتصاق ونقل الحرارة.
- تناسق الألوان: اطلب ΔE التفاوتات المسموح بها واجعل الموافقة على اللون جزءًا من القبول التجريبي.
اطلب شهادة اعتماد الحبر المائي لأي حبر مائي مستخدم واطلب لوحات الترحيل/الرائحة المرتبطة بالصفائح الدقيقة.

عملية الملء وتكامل الخطوط
تحدث معظم حالات الفشل عندما تكون السرعة هائلة.
- طيار على الحشو الفعلي: التشغيل عند سرعة دوران الإنتاج في الدقيقة على ماكينة الملء المقصودة (مكبس، دوارة، معقمة) والتقاط بيانات الإنتاجية.
- منع تلوث مانع التسرب: تحديد الحواجز الواقية للبقع، وتفاوتات الملء الزائد، والتحكم في فراغ الرأس.
- المعالجة/الإنضاج: اترك وقتًا كافيًا للتبريد/المعالجة بعد التصفيح أو الطلاء قبل التحويل؛ قد يؤدي عدم النضج الكافي إلى ظهور رائحة وضعف الأختام.
اجعل القبول التجريبي معلماً تعاقدياً يمهد للدفع والإنتاج الكامل.
التحقق من الصحة وضمان الجودة والوثائق التنظيمية
تعامل مع الإنتاج الأول كبرنامج تحقق من الصحة.
- الاختبارات المطلوبة: اختبار MVTR/OTR المرتبط بالدفعة وقوة الختم وسحب الفوهة واختبار التسرب والسقوط والضغط والتعتيق المتسارع والألواح الحسية.
- التوثيق: وثيقة اعتماد الرقائق والأحبار والمواد اللاصقة وتقارير الترحيل وسياسة الاحتفاظ بالعينات.
- شهادة الطرف الثالث: حيثما أمكن، استخدام مختبرات معتمدة لاختبار الترحيل واختبار MVTR.
الإصرار على أن تشير جميع تقارير الاختبار إلى أرقام دفعات الأفلام، ودُفعات الفوهات، ومعرّفات التشغيل التجريبي.
إرشادات الاستدامة والتخلص من النفايات
يتوقع الآباء والأمهات الاستدامة، ولكن السلامة تأتي في المقام الأول.
- خيارات المواد الأحادية: يمكن أن تعمل الأكياس المصنوعة من البولي إيثيلين على تبسيط عملية إعادة التدوير؛ تأكد من محاذاة الفوهة والغطاء الكيميائي أو توفير تعليمات التفكيك.
- توصيل التخلص منها: طباعة إرشادات واضحة وبسيطة للآباء والأمهات حول كيفية التخلص من العبوة وتنظيفها واستخدامها.
تعتبر الاستدامة أمراً ثانوياً بالنسبة للسلامة، ولكن يجب دمجها في اختيار المواد وخيارات التجهيز.

دوافع التكلفة وقائمة التحقق من المشتريات
محركات التكلفة الرئيسية: أدوات الفوهة المخصصة، وألواح الطباعة قصيرة المدة، والرسوم الإضافية المنخفضة لموك والتحقق التجريبي الشامل. التخفيف من خلال:
- تجميع وحدات SKU لإطفاء اللوحات/الأدوات.
- استخدام عائلات الفوهة القياسية حيثما أمكن وتخصيص العلامة التجارية فقط.
- طلب تفصيل تكلفة الموردين (الأدوات، والصنبور، والحبر، وعمليات التشغيل التجريبية).
يجب أن يتضمن الحد الأدنى لموجز المشتريات لزوجة المنتج، وحجم الجسيمات، ومدة الصلاحية المستهدفة، وطريقة التعبئة، ونمط الغطاء، والاختبارات المعملية المطلوبة.
الخاتمة
A حقيبة صنبور مطبوع عليها طبعة مخصصة لأغذية الأطفال تستحق الاستثمار فقط في حالة وجود بيانات السلامة والختم والهجرة قبل الإنتاج بكميات كبيرة. العلامات التجارية التي تتعامل مع تغليف أغذية الأطفال كبرنامج هندسي عالي المخاطر - وليس مجرد سطح تسويقي - تحمي الأطفال وسمعة علامتها التجارية.
حول حزمة DQ Pack

كمتخصص شركة تصنيع العبوات المرنة المخصصة, ، تقوم DQ Pack بتطوير وإنتاج أكياس أغذية الأطفال ذات الفوهة في ظل أنظمة محكومة ومدارة على دفعات تضمن قوة الختم المتسقة وثبات الحاجز والامتثال للترحيل عبر عمليات الإنتاج. يتم التحقق من صحة كل مكون - الغشاء والحبر والمادة اللاصقة والتركيب - كنظام تغليف كامل.
تدعم DQ Pack، التي تخدم أصحاب العلامات التجارية والمستوردين ومتعهدي التعبئة المتعاقدين، ما يلي برامج تصنيع المعدات الأصلية/التصنيع حسب الطلب لأكياس الأطفال الرضع مع هياكل مصممة خصيصًا وتكوينات الفوهة وحلول الطباعة. من التجارب التجريبية إلى الإنتاج بكميات كبيرة، توفر DQ Pack إمدادات مستقرة وبيانات جودة موثقة وتخصيصًا يتماشى مع متطلبات الشراء من الشركات والمتطلبات التنظيمية.




