







Bolsas de caño son ahora estándar para los purés de bebé y las meriendas para niños pequeños. Combinan la comodidad con el control de las porciones, pero cuando el usuario es un bebé, el envase es también un punto de contacto oral directo. A bolsa de caño con impresión personalizada para alimentos infantiles debe especificarse, por tanto, como un componente de ingeniería de alto riesgo, no como una superficie de comercialización.



En este blog, PAQUETE DQ, a fabricante de envases flexibles a medida, comparte con los equipos de aprovisionamiento, I+D y marca la lista de comprobación técnica, las barreras normativas y los pasos prácticos para lanzar SKU de bolsas con boquilla seguras, fiables y acordes con la marca.
El imperativo de la seguridad: Contacto con los bebés
Los bebés se llevan la boquilla directamente a la boca. Eso eleva tres prioridades por encima de todas las demás:
- Control de la migración - las tintas, los adhesivos y cualquier película interior deben ser de baja migración probada para el contacto con alimentos.
- Toxicología - sin BPA, ftalatos, metales pesados ni otras sustancias restringidas en polímeros, tintas, tapones o adhesivos.
- Neutralidad organoléptica - Sin olores ni sabores a tinta, cola o disolventes residuales.
Cuando informe a los proveedores, comience con el requisito de seguridad: cada bolsa de caño con impresión personalizada deben ir acompañados de Declaraciones de Conformidad (DoC) específicas de cada lote, informes de migración y certificados de laboratorio de terceros para el sistema de envasado completo (película + tinta + adhesivo + tapón).
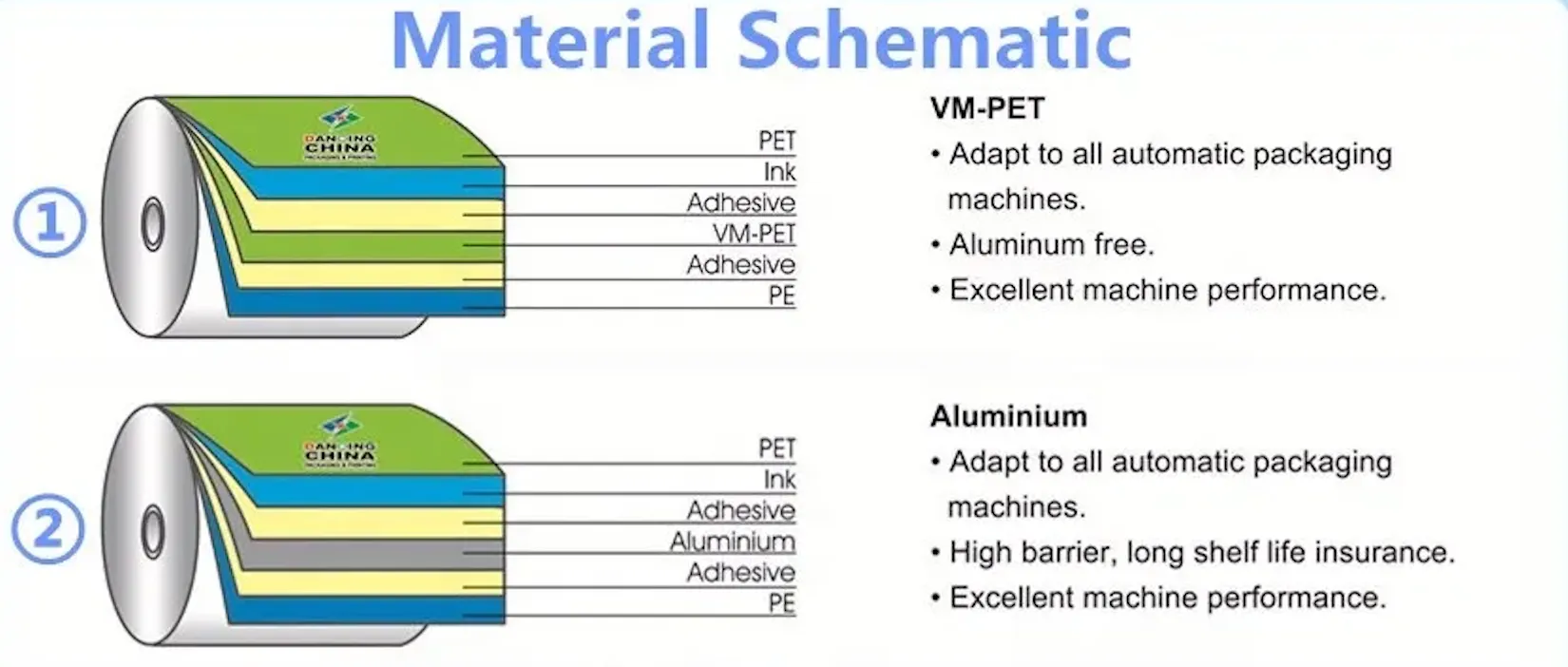
Estructura del material y rendimiento de la barrera
Los alimentos infantiles (purés de frutas, mezclas de verduras) exigen tanto seguridad alimentaria como una vida útil adecuada.
- Opciones de apilado de películas: Coextrusiones PE/PE para reciclabilidad monomaterial; PET/PE o NY/PE cuando se requiere una mayor barrera a la perforación o al oxígeno. El EVOH encapsulado es una opción cuando la reciclabilidad y la barrera al oxígeno son importantes.
- Métricas de barrera a exigir: MVTR y OTR con condiciones de prueba (HR, temperatura). No acepte “barrera alta”: exija cifras.
- Capas de sellado: especifique el grado y la ventana de adherencia en caliente (mPE vs CPP) adaptados a la temperatura de llenado y a la velocidad de la línea.
Una especificación funcional debe enumerar el MVTR/OTR requerido, la vida útil prevista y el proceso de llenado previsto (frío, caliente, aséptico).
Diseño del caño e integridad de la soldadura
El caño es una discontinuidad mecánica que debe diseñarse.
- Compatibilidad con el material del caño: Adaptar la resina de la boquilla a las características de soldadura de la película: boquillas de PE a bolsas de PE en las que se desea la reciclabilidad.
- Método de soldadura: La soldadura por ultrasonidos proporciona energía localizada y, a menudo, juntas más limpias para películas finas; la soldadura térmica puede funcionar, pero requiere ventanas de proceso estrechas y repetibles. Especifique el método y los parámetros de proceso necesarios.
- Brida y zona de soldadura: requieren una anchura mínima de la pestaña y una zona de soldadura de contacto total. Llanta más grande = mayor margen estructural.
- Diámetro del caño: elija según el grupo de edad: más pequeño para purés de bebés para controlar el flujo; más grande para mezclas más espesas de niños pequeños. Valide el riesgo de obstrucción y la precisión de la dosificación.
Exigencia de par de tracción/empuje de la boquilla, retención de la rosca y pruebas de fugas como parte de la validación piloto.

Geometría de la junta y mecánica del envase
Los sellos fallan más rápido que las películas.
- Diseño de la curva de sellado: prefieren las transiciones redondeadas para evitar la concentración de tensiones en las esquinas.
- Ancho del sello: para cumplir los objetivos de presión de rotura en función de la temperatura de llenado y el espacio libre. Las juntas más anchas cuestan más película, pero reducen el riesgo de fallo.
- Pruebas de estanqueidad: requiere ASTM F88 (resistencia de sellado), ensayos de estallido y ensayos de fluencia sostenida representativos del almacenamiento en estanterías y de la compresión repetida.
Incluir umbrales de aceptación en los contratos: no producir en serie hasta que las juntas piloto cumplan los criterios de N/15 mm y de rotura.
Impresión, tintas y marcas
La marca es importante, pero no a expensas de la seguridad.
- Sistema de tinta: Dé prioridad a los sistemas de tinta de base acuosa o de baja migración formulados para impresión inversa, en la que la tinta mira hacia fuera y el alimento mira hacia la banda interior. Si se requiere la impresión directa en la lámina interior, insista en las tintas certificadas de baja migración y en las pruebas organolépticas.
- Cobertura de tinta: Evitar una fuerte capa de tinta cerca de las juntas y de la zona de soldadura de la boquilla; la tinta puede interferir con la adherencia y la transferencia de calor.
- Consistencia del color: exigir tolerancias ΔE y hacer que la aprobación del color forme parte de la aceptación del piloto.
Solicite una declaración de conformidad para cualquier tinta de base acuosa utilizada y exija paneles de migración/olor vinculados al lote exacto de laminado.

Proceso de llenado e integración de líneas
La mayoría de los fallos se producen cuando la velocidad es abrumadora.
- Piloto en relleno real: funcionar a las RPM de producción en su llenadora prevista (pistón, rotativa, aséptica) y capturar los datos de rendimiento.
- Evitar la contaminación de las juntas: Definir las barreras de protección contra salpicaduras, las tolerancias de sobrellenado y el control del espacio libre.
- Curado/maduración: Deje transcurrir un tiempo adecuado de enfriamiento/curado tras el laminado o recubrimiento antes de la transformación; una maduración insuficiente puede provocar olores y sellados débiles.
Hacer de la aceptación del piloto un hito contractual que dé paso al pago y a la plena producción.
Documentos de validación, control de calidad y reglamentación
Trate la primera producción como un programa de validación.
- Pruebas obligatorias: MVTR/OTR vinculado al lote, resistencia del sellado, tirón del pico, pruebas de fugas, caída y compresión, envejecimiento acelerado y paneles organolépticos.
- Documentación: DoC para películas, tintas, adhesivos, informes de migración y política de retención de muestras.
- Certificación por terceros: siempre que sea posible, utilizar laboratorios acreditados para las pruebas de migración y MVTR.
Insista en que todos los informes de las pruebas hagan referencia a los números de lote de la película, los lotes de salida y los identificadores de las pruebas piloto.
Orientación sobre sostenibilidad y eliminación
Los padres esperan sostenibilidad, pero la seguridad es lo primero.
- Opciones monomateriales: Las bolsas con base de PE pueden simplificar el reciclaje; asegúrese de que la química del pico y el tapón estén alineadas o proporcione instrucciones de desmontaje.
- Comunicar la eliminación: imprimir en el envase instrucciones claras y sencillas de eliminación/limpieza/utilización para los padres.
La sostenibilidad es secundaria con respecto a la seguridad, pero debe integrarse en la selección de materiales y en las opciones de equipamiento.

Factores de coste y lista de control de las adquisiciones
Principales factores de coste: utillaje de caño personalizado, planchas de impresión para tiradas cortas, recargos por MOQ bajo y validación piloto exhaustiva. Mitigar mediante:
- Agrupación de SKU para amortizar planchas/herramientas.
- Utilizar familias de caños estándar siempre que sea posible y personalizar sólo la marca.
- Exigir a los proveedores un desglose de costes (utillaje, caño, tinta, tiradas piloto).
El pliego de condiciones mínimo debe incluir la viscosidad del producto, el tamaño de las partículas, la vida útil prevista, el método de llenado, el tipo de tapón y las pruebas de laboratorio necesarias.
Conclusión
A bolsa con boquilla impresa a medida para alimentos infantiles sólo merece la pena la inversión si existen datos de seguridad, sellado y migración antes de la producción en serie. Las marcas que tratan el envasado para bebés como un programa de ingeniería de alto riesgo -y no como una mera superficie de marketing- protegen a los bebés y la reputación de su marca.
Acerca de DQ Pack

Como especialista fabricante de envases flexibles a medida, DQ Pack desarrolla y produce bolsas con boquilla para alimentos infantiles en sistemas controlados y gestionados por lotes que garantizan una resistencia de sellado, una estabilidad de barrera y una conformidad de migración constantes en todas las tiradas de producción. Cada componente (película, tinta, adhesivo y ajuste) se valida como un sistema de envasado completo.
DQ Pack presta servicio a propietarios de marcas, importadores y envasadores por contrato, y ofrece soporte a Programas de bolsas con boquilla para bebés OEM/ODM con estructuras a medida, configuraciones de pico y soluciones de impresión. Desde las pruebas piloto hasta la producción en serie, DQ Pack ofrece un suministro estable, datos de calidad documentados y una personalización adaptada a los requisitos normativos y de adquisición B2B.




